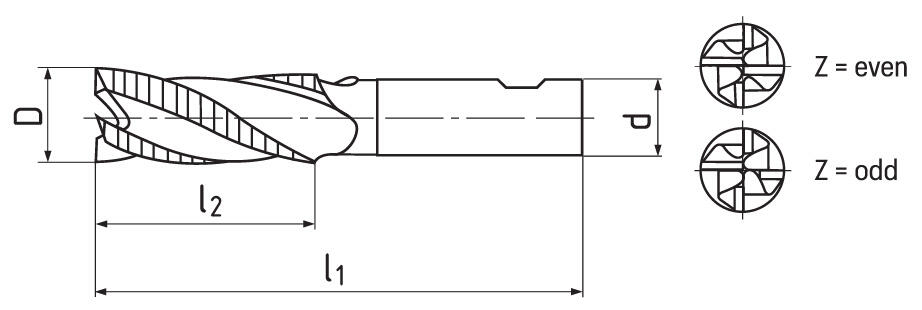
Frezy walcowo-czołowe długie, 45°, typ HR, chwyt weldon, kod S119612, średnica 18 mm







|
D
h 10 |
d
h 6 | l1 | l2 | Z | Kod produktu | Cena/szt. | W magazynie | Ilość szt. | |
|---|---|---|---|---|---|---|---|---|---|
| 18 | 18 | 92 | 32 | 5 | S119612.180 AlTiN | 559 PLN | Tak |
|
Warunki skrwania
Materiał |
Wytrzymałość |
Ap |
Ae |
Vc |
fz(mm/z) Ø 4 |
Ø 6 |
Ø 8 |
Ø 10 |
Ø 12 |
Ø 16 |
Ø 18 |
Ø 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Stale automatowe i konstrukcyjne | ≤ 600 N/mm² | 1,5xD | 0,4xD | 180 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
| P.3 | Niskostopowe stale narzędziowe | ≤ 1100 N/mm² | 1,5xD | 0,4xD | 100 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
| P.5 | Wysokostopowe stale narzędziowe | ≤ 1100 N/mm² | 1,5xD | 0,4xD | 80 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
| M.1 | Stale nierdzewne | ≤ 750 N/mm² | 1,5xD | 0,4xD | 90 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
| M.2 | Stale nierdzewne | 750 - 850 N/mm² | 1,5xD | 0,4xD | 80 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
| K.1 | Żeliwo (≤ 240 HB) | ≤ 820 N/mm² | 1,5xD | 0,4xD | 140 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
| K.2 | Żeliwo (> 240 HB) | > 800 N/mm² | 1,5xD | 0,4xD | 100 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
| S.1 | Stopy chromowo - niklowe | ≤ 1500 N/mm² | 1,5xD | 0,4xD | 50 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
| S.2 | Tytan, stopy tytanu | ≤ 1250 N/mm² | 1,5xD | 0,4xD | 70 | 0.01 | 0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 |
Obliczanie warunków cięcia
Cechy produktu
Chwyt walcowy ze spłaszczeniem (weldon) wg. DIN 6535 HB.
Kąt lini śrubowej = 45°.
Kąt ostrzy czołovych = 6°.

Wykonanie czoła
Materiały węglikowe charakteryzują się wysoką wytrzymałością na ściskanie, dużą twardością, a tym samym wysoką odpornością na zużycie, ale także ograniczoną wytrzymałością na zginanie i ciągliwością.
Przeznaczone do obróbki zgrubnej materiałow o średniej i wysokiej wytrzymałosci (do 1200 MPa), chropowatość powierzchni Ra 6,3 i więcej.

Możliwe kierunki posówu

Chłodzenie olejem.
Ma podobne cechy jak w powłoka TiAlN, jednak wykazuje większą twardość. Duża stabilność temparatury. Zprojektowana dla najbardziej wymagających aplikacji. Zapewnia doskonały wynik przedewszystkim w połączeniu ze stalą HSSE-PM (ASP 2030). Frezy wykonane ze tej stali są pokryte AlTiN w standardzie.